Properties of Sulfur: From Natural Element to Industrial Resource
Sulfur is one of the most versatile elements found in nature. Recognized by its bright yellow color and distinctive presence around volcanic regions, sulfur has been valued by civilizations for thousands of years. Today, its importance extends far beyond natural landscapes. It has become an essential industrial resource that supports agriculture, manufacturing, mining, chemical production, and environmental management.
The remarkable properties of sulfur make it indispensable in countless applications – toko belerang. From improving crop yields to producing advanced industrial chemicals, sulfur continues to play a significant role in modern economic development. Understanding its physical and chemical characteristics helps explain why this naturally occurring element remains in high demand across diverse industries.
What Is Sulfur?
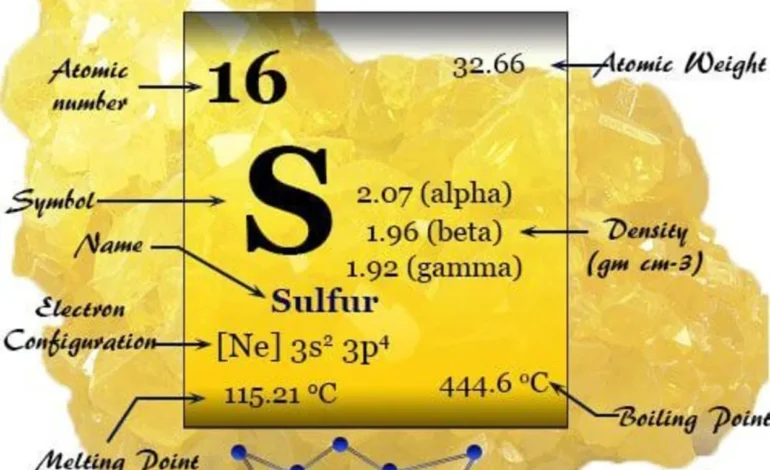
Sulfur is a non-metallic chemical element with the symbol S and atomic number 16. It belongs to the chalcogen group on the periodic table alongside oxygen and selenium. Unlike many industrial minerals, sulfur occurs naturally in several forms, including elemental sulfur deposits, volcanic emissions, sulfide minerals, and sulfate compounds.
Large quantities of sulfur are also recovered as a byproduct during oil refining and natural gas processing. This recovery process not only supplies industries with valuable raw materials but also reduces harmful sulfur emissions into the atmosphere.
Its abundance, availability, and adaptability have made sulfur one of the world’s most widely used industrial elements.
Physical Properties of Sulfur
Sulfur possesses several distinctive physical characteristics that contribute to its industrial value.
Bright Yellow Appearance
Pure sulfur is easily recognized by its vibrant yellow color. This natural appearance makes it simple to identify during mining, processing, and quality inspections.
Brittle Solid Structure
At room temperature, sulfur is a brittle crystalline solid. Although it fractures easily under pressure, it can be ground into fine powder suitable for agricultural and industrial applications.
Low Thermal Conductivity
Sulfur does not conduct heat efficiently, making it useful in specialized manufacturing processes where thermal insulation is beneficial.
Insoluble in Water
One important property is its resistance to water. Sulfur does not dissolve easily, allowing it to remain stable in storage and maintain effectiveness in products such as agricultural fungicides.
Multiple Crystal Forms
Sulfur exists in several allotropes, with rhombic sulfur and monoclinic sulfur being the most common. These forms differ in crystal arrangement while maintaining the same chemical composition.
Chemical Properties of Sulfur
Sulfur’s chemical behavior is even more impressive than its physical characteristics.
Highly Reactive Element
Sulfur reacts readily with many metals to form metal sulfides. These compounds are widely used in mining, metallurgy, and electronics.
Combustion Characteristics
When burned in oxygen, sulfur produces sulfur dioxide (SO₂), a gas that serves as a key intermediate in manufacturing sulfuric acid. The combustion process generates a distinctive blue flame, making sulfur combustion visually unique.
Oxidation States
Sulfur can exist in oxidation states ranging from −2 to +6. This versatility allows it to participate in numerous chemical reactions and industrial processes.
Formation of Sulfuric Acid
Perhaps sulfur’s most important industrial property is its ability to form sulfuric acid (H₂SO₄), one of the world’s most widely produced chemicals. Sulfuric acid is essential for fertilizer manufacturing, mineral processing, petroleum refining, and chemical synthesis.
Natural Sources of Sulfur
Nature provides sulfur through several geological and biological processes.
Volcanic activity is among the most recognizable natural sources. Hot gases escaping from volcanic vents often contain sulfur compounds that eventually solidify into elemental sulfur deposits.
Sedimentary rock formations also contain significant sulfur reserves. These deposits formed over millions of years through biological and geological processes.
Additionally, sulfur exists in numerous minerals such as pyrite, gypsum, and galena. These minerals supply sulfur for various industrial extraction methods.
Modern industries increasingly obtain sulfur through petroleum refining and natural gas desulfurization. This approach transforms what was once considered waste into a valuable commercial product.
Industrial Applications of Sulfur
The versatility of sulfur makes it one of the most valuable industrial raw materials available today.
Agriculture
Agriculture represents one of sulfur’s largest markets. Sulfur serves as a secondary plant nutrient required for protein synthesis and chlorophyll production.
Farmers use sulfur to:
- Improve soil fertility
- Correct sulfur deficiencies
- Increase crop productivity
- Enhance oilseed quality
- Produce sulfur-based fungicides
Its effectiveness and relatively low cost make sulfur an attractive agricultural input worldwide.
Chemical Manufacturing
Sulfur is the foundation of sulfuric acid production. Since sulfuric acid is involved in manufacturing fertilizers, detergents, pigments, batteries, and pharmaceuticals, sulfur indirectly supports numerous industries.
Industrial chemical plants rely on consistent sulfur supplies to maintain continuous production.
Rubber Industry
Sulfur is indispensable in rubber vulcanization.
During vulcanization, sulfur forms cross-links between rubber molecules, significantly improving elasticity, durability, abrasion resistance, and temperature stability.
This process is essential for producing:
- Automobile tires
- Industrial seals
- Conveyor belts
- Rubber hoses
- Protective gloves
Without sulfur, modern rubber products would lack the strength and flexibility required for demanding applications.
Mining and Metallurgy
Mining operations use sulfur compounds in mineral extraction and ore processing.
Sulfuric acid assists in recovering valuable metals such as copper, nickel, and uranium through hydrometallurgical techniques.
Paper and Pulp Industry
Sulfur-based chemicals contribute to wood pulping processes, helping separate cellulose fibers from lignin. These fibers become the foundation of paper, cardboard, and various packaging materials.
Water Treatment
Certain sulfur compounds assist in water purification by controlling contaminants and supporting chemical treatment processes. Proper sulfur chemistry contributes to cleaner industrial wastewater before discharge.
Environmental Importance
Although sulfur emissions once contributed significantly to acid rain, modern environmental technologies have transformed sulfur management.
Advanced emission control systems capture sulfur compounds from power plants, refineries, and natural gas facilities. Instead of releasing sulfur into the atmosphere, industries recover it for productive use.
This circular approach reduces environmental pollution while supplying valuable raw materials for manufacturing.
As environmental regulations become stricter worldwide, sulfur recovery technologies continue improving efficiency and sustainability.
Advantages of Sulfur as an Industrial Resource
Several factors explain sulfur’s long-standing industrial significance.
Abundant Supply
Sulfur is widely available through both natural deposits and industrial recovery systems.
Cost-Effective Material
Its relatively low production cost makes sulfur economically attractive for large-scale manufacturing.
Wide Industrial Compatibility
Sulfur supports industries ranging from agriculture and mining to pharmaceuticals and chemical engineering.
High Chemical Versatility
Its ability to participate in numerous chemical reactions expands its commercial value across multiple sectors.
Sustainable Recovery
Recovering sulfur from petroleum and natural gas processing reduces waste while supporting environmental protection initiatives.
Future Outlook
Global demand for sulfur is expected to remain strong as agriculture expands and industrial production continues to grow. Increasing fertilizer consumption, infrastructure development, battery manufacturing, and advanced chemical production will continue driving sulfur utilization.
At the same time, innovations in sulfur recycling, cleaner production technologies, and environmentally responsible resource management are enhancing its long-term sustainability.
Researchers are also exploring new sulfur-based materials for energy storage, advanced polymers, and next-generation construction products, opening additional opportunities for this versatile element.
Conclusion
The properties of sulfur extend far beyond its familiar yellow appearance. Its unique combination of physical stability, chemical versatility, natural abundance, and industrial usefulness has established sulfur as one of the world’s most valuable raw materials.
From nourishing agricultural soils and strengthening rubber products to enabling large-scale chemical manufacturing, sulfur continues to support modern industry in countless ways. As technology advances and sustainable resource management becomes increasingly important, sulfur will remain an essential bridge between natural resources and industrial innovation, proving that one simple element can deliver extraordinary value across diverse sectors.